In questo articolo introduciamo il video propedeutico alla programmazione con asse C e asse Y su tornio; capiremo cos’è l’asse C in tornitura e analizzeremo tutte le convenzioni ad esso legate. È risaputo che per le operazioni di tornitura sono necessari esclusivamente gli assi X e Z. Ma nel momento in cui vogliamo eseguire delle operazioni di fresatura, foratura o maschiatura subentra la necessità di altri assi.
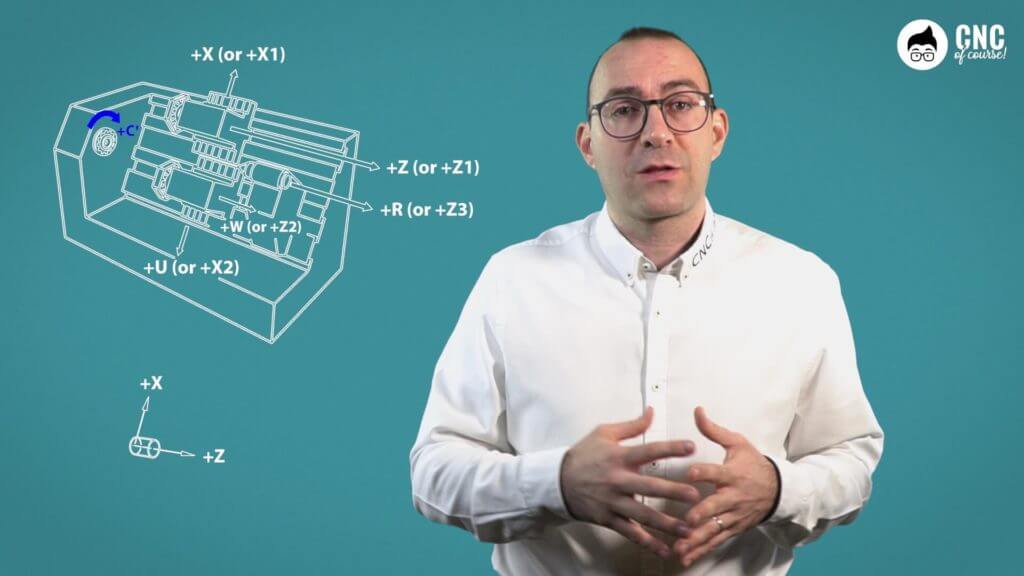
In realtà prima di parlare di assi occorre che il tornio sia dotato di utensili motorizzati, quindi di una torretta o di una testa che funga da mandrino e conferisca il moto di taglio all’utensile. Una volta che la macchina è dotata di utensili motorizzati sicuramente subentra l’asse C, ossia l’orientamento del mandrino principale diventa una asse rotativo; in altre parole, l’asse C sarà l’asse che esegue la rotazione del pezzo, per portarlo in ben determinate posizioni angolari in modo tale da eseguire operazioni di fresatura o foratura. Sempre nel video vedremo come capire l’orientamento dell’asse C secondo la normativa ISO 841.
Lavorazioni con l’asse C
Con il solo asse C le possibilità di lavorazione si ampliano enormemente, soprattutto per tutte le operazioni sulla faccia frontale del pezzo dove oltre che alle normali operazioni di foratura e maschiatura, sarà possibile eseguire anche operazioni di fresatura, trasformando l’asse C in un asse lineare utilizzando le funzioni di coordinate polari messe a disposizione dal controllo numerico. Per quanto riguarda il controllo Fagor, la funzione #FACE viene ampiamente spiegata all’interno del corso di programmazione FAGOR 8065T con asse C.
Un po’ più limitate saranno le operazioni di fresatura per le operazioni radiali nel caso in cui abbiamo solo l’asse C: non avendo l’asse Y, saremo costretti ad eseguire tutte le operazioni con l’asse dell’utensile passante dal centro di rotazione dell’asse C. Quindi per eseguire una sede di linguetta, saremo costretti a lavorare con frese aventi diametro pari alla larghezza della linguetta. Un esempio lo potete trovare consultando la macro per programmare rapidamente sedi di linguetta con motorizzati senza asse Y.
Per questo motivo all’asse C su alcuni torni si aggiunge anche l’asse Y. A questo punto le potenzialità si vanno ad ampliare considerando comunque sempre che le corse dell’asse Y anche sui torni più grandi non sono mai elevate.
Tutto questo è spiegato nel video qui sotto che è fortemente consigliato a chi si approccia per la prima volta alle operazioni con asse C e asse Y su tornio, o a chi acquista il corso di programmazione FAGOR 8065 per torni con asse C e asse Y.
Buona visione!